




PLC在矯直機控制系統中的應用
http://www.freshsince95.com凌控導讀:可編程序控制器PLC因其技術指標先進、質量優、環境適應能力強、可靠性好;有完善的輸入輸出功能模塊,系統能靈活處理模擬量、數字量和開關量;而且具有完善的軟件系統,以實現過程檢測、執行、控制、報警以及圖形畫面顯示打印等功能。基于此,選用了OMRON公司CPM2A可編程序控制器實現了無錫海得魯公司的矯直控制系統歐姆龍PLC
文章闡述了矯直機控制系統的原理、硬件設計、軟件編程歐姆龍PLC
一 引言
可編程序控制器PLC因其技術指標先進、質量優、環境適應能力強、可靠性好;有完善的輸入輸出功能模塊,系統能靈活處理模擬量、數字量和開關量;而且具有完善的軟件系統,以實現過程檢測、執行、控制、報警以及圖形畫面顯示打印等功能矯直機 基于此,選用了OMRON公司CPM2A可編程序控制器實現了無錫海得魯公司的矯直控制系統矯直機
二 矯直機控制系統原理
根據工藝要求、設計的控制原理框圖如下:
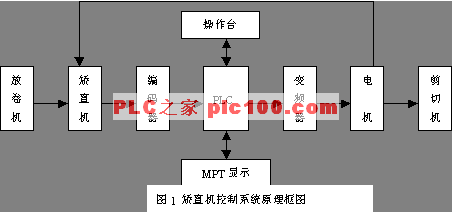
放卷機將鋁管在矯直機牽引下自然放卷,通過一排雙曲輪將彎曲的鋁管矯直矯直機 將旋轉編碼器安裝在傳送帶上,用于檢測鋁管傳送速度,隨鋁管的運動而轉動,其轉動產生的脈沖送入PLC中,經過PLC的計算處理而得到切料的長度,當切料長度改變時,其編碼器所測得的速度與輸入數據進行比較,比較結果送入變頻器中從而通過改變矯直電機的速度來達到改變切料長度。MPT顯示、調整矯直速度、調整切料長度、顯示已切根數。
三 硬件設計
根據控制要求,系統要求控制5個電磁閥開關,7個到位接近開關,5個控制按鈕和2個指示燈,共控制16個I/O輸入,7個I/O輸出和一個模擬輸出,共25個I/O控制點。采集參數為編碼器對鋁管運行速度的脈沖采樣,輸出參數為調速頻率。考慮性價比,選擇了OMRON公司的CPM2A-PLC擴展一個CPM1A-MADO2單元。控制設備和具體I/O對照如表1所示:
表1 矯直機控制系統I/0表
類型 序號 名稱 地址 設備名稱
DO 1 YA1 10CH00 左夾緊油缸夾緊電磁閥
2 YA2 10CH01 左夾緊油缸打開電磁閥
3 YA3 10CH02 右夾緊油缸夾緊電磁閥
4 YA4 10CH03 右夾緊油缸打開電磁閥
5 YA5 10CH04 切斷油缸電磁閥
6 HE5 10CH06 系統準備好
7 HE6 10CH07 系統報警
DI 8 LS02 1CH00 左夾緊油缸夾緊到位接近開關
9 LS03 1CH01 左夾緊油缸夾緊到位接近開關
10 LS04 1CH02 右夾緊油缸夾緊到位接近開關
11 LS05 1CH03 右夾緊油缸打開到位接近開關
12 LS06 1CH04 切斷油缸上位到位接近開關
13 LS07 1CH05 剪刀下切到位接近開關
14 LS08 1CH06 安全門關到位安全開關
15 SB7 1CH07 調速 按鈕
16 SB8 1CH08 調速-按鈕
17 SB9 1CH09 系統復位按鈕
18 SB10 1CH10 暫停按鈕
19 SB11 1CH11 計數清零按鈕
20 SB12 2CH00 急停按鈕
21 SB13 2CH01 手/自動切換
22 LS01 0CH00 旋轉編碼器A相
23 LS01 0CH01 旋轉編碼器B相
24 LS01 0CH02 旋轉編碼器C相
AO 25 13CH00 調速
四 軟件設計
程序采用OMRON公司的CX-Programmer軟件編寫,程序設計上有如下特點:在程序中,利用標志位來表示不同的現場情況和程序的狀態,增加了程序的可靠性和靈活性。模塊化的程序設計,整個程序由不同的子程序構成,各子模塊獨立完成各自的功能互不干擾,因而程序結構清晰,便于修改。再就是定時器的使用,利用不同的定時器來設置不同設備的延時時間,可以靈活地根據控制要求進行延時時間的設定。主程序主要由程序初始化、計數清零、系統復位、增減變頻、切長脈沖轉換、速度、切料、暫停急停安全門八個子程序和一個切料中斷子程序構成。下面介紹編碼器高速計數程序設計及切料動作程序設計。
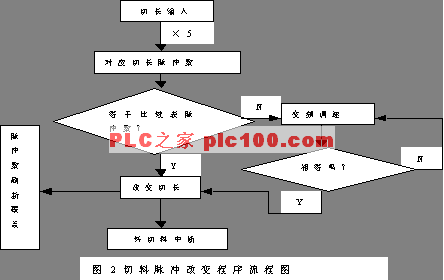
編碼器旋轉一周有1024個脈沖,其旋轉半徑為32.6mm,進行速度計數時,一個脈沖所走過的路徑是0.2mm,為了保證其脈沖數為整數必須要進行數據處理。把DM5寄存區中放立即數5用來與DM0中的切料長度數據做雙字節乘法放到DM15寄存區里。便得到切料長度所對應的脈沖整數。然后再用這個脈沖數與CM11中的脈沖比較表進行比較,當兩者相等時,便可以驅動改變切長。切料脈沖轉換程序流程如圖2所示:
切料過程中要求:剪刀下切動作時,鋁管必須被夾緊,以免在下切的過程中由于機械動作產生對鋁管的沖力和拉力;切割時,剪刀必須跟隨鋁管一起等速運動(這屬于機械裝置上的問題,我們不考慮);夾緊、下切、松開動作時,應該延時一段時間,以保證機械動作到位;每個動作都應該使用狀態量控制,以保證系統工作的穩定和安全,同時可以監測故障和報警提示;對所切割鋁管的根數和長度進行記錄和送顯,界面友好直觀,功能齊全。
根據切料工序的要求和機械特性設計的切料程序流程圖見圖3

圖3 切料動作程序流程圖
五 結束語
該設計已成功運用于海德魯矯直機控制系統,具有良好的MPT顯示界面,工作穩定、可靠、控制精度可達5%。